BEL Valves: Pioneering High-Pressure Valves for Oil & Gas Since 1950
Excellence in engineering
BEL Valves was founded in 1950 and was originally set up to produce high-pressure valves under license from ICI.
The largest division in the British Engines group, BEL Valves diversified during the 1950s into producing high-pressure valves for the petrochemical industry. Subsequently, as a result of the oil boom of the 1970s and the exploitation of North Sea reserves, BEL Valves has established itself as a major international manufacturer specialising in valves, actuators, controls and services to the oil and gas, and petrochemical industries. It has capabilities in engineering, manufacturing, assembly and test, sales and service support, training, e-business and supply chain management.
The company employs modern, medium and heavy-duty CNC production facilities for valve manufacture and is probably the only valve manufacturer in the world with in-house facilities to deposit tungsten carbide on valve internals. State-of-the-art production facilities and techniques developed via a sustained investment programme, linked with an experienced management and workforce team, allow the company to offer a quality product at the leading edge of development, offering both reliability and price competitiveness.
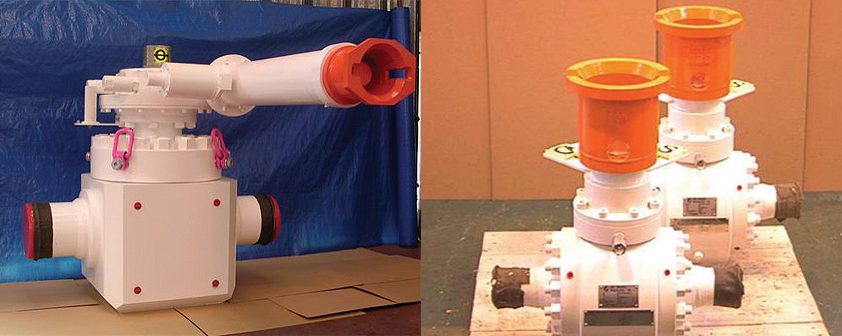
Widely recognised as a technological frontrunner in its field, both in terms of production techniques and product development, BEL Valves regularly wins contracts to develop new products. Recent examples include development of high pressure, high temperature valves for use in safety critical applications (HIPPS) in both onshore, offshore and subsea installations in extremely sour service conditions, development of a range of small bore subsea chemical injection valves for use on christmas trees and manifolds, development of leading edge patented subsea electrical actuation to promote the development of deepwater fields with longer tie backs, and development of a unique patented Double Block and Bleed Ball Valve to overcome life cycle costing issues of other valve products in arduous conditions.
A global network of sales managers and agents supports all of BEL Valves manufacturing activity, allowing it to achieve a closer collaboration with both customers and suppliers. The markets supported by the company predominately lie in the UK and Norwegian sectors of the North Sea, the Gulf of Mexico, the Middle East, the Far East, India and Australia, and West of Africa. Major customers include all the major operators and engineering contractors involved in the worldwide oil and gas industry.
The company believes that by being proactive and by listening to the market and by staying in close contact with up and coming oilfield developments, that it can ultimately become more responsive to customer needs. Part of this commitment is a dedicated programme of product development. Specifically the global spend on deepwater projects is growing rapidly and in order for BEL Valves to be competitive within this market, new deepwater technologies need to be developed to satisfy the demand. This technology must be a lot more reliable than existing technology whilst at the same time remaining equally competitive.
With this in mind BEL Valves has expanded its portfolio of subsea products to include valves and actuators designed to cope with water depths up to 3000 metres, to this end BEL Valves have its own in-house hyperbaric testing facility. Products are engineered to customer specific requirements using the latest in 3D modelling CAD systems and leading edge non-linear finite element analysis software.
The philosophy also means that product improvements need to be continually sought, in order to improve/maintain profitability and market share. On a project by project basis BEL Valves holds design review meetings early on in the life of each project to brainstorm ideas for improvements, aid manufacturability, and ensure compliance with functional specifications. It reviews actual costs and times of manufacture of all jobs as they ship as a matter of course in an effort to gather data and identify potential areas for future improvement.
In addition, the company promotes supplier involvement with the details of its business, from recommending raw material shapes, to setting up consignment stocks against a forecast of needs, or in fact sharing any idea that might bring benefits.
Working with industries where product integrity and reliability are crucial, means that BEL Valves has to ensure quality is paramount throughout the company. Therefore it is accredited to ISO 9001 and API specification Q1, as well as being approved by most major oil companies, API (6A, 6D, 17D), Lloyds, DNV and Stoomwezen. It is also registered in the First Point Assessment and Achilles Systems (23063), and is approved by Bureau Veritas to supply valves to the European pressure equipment directive (PED). The company also believes in continually developing its staff, and encourages training through an apprenticeship scheme and sponsors further education for BEL’s technical and commercial staff.
Part of its dedication to staff, is BEL Valves’ vision of ‘no accidents, no harm to the environment and no harm to people’. As an organisation, it recognises the impact of HSE and the responsibility an employer has over the welfare of its workforce. Consequently, all personnel undergo an HSE induction programme and are subject to regular HSE update bulletins as part of the BEL ‘Work Safe Be Safe’ Initiative.
BEL Valves has produced and engineered valves to meet customers’ requirements for over 50 years. By being proactive and staying in close contact with up and coming industry projects BEL Valves is able to react to customer needs and furthermore develop new and current products to satisfy those needs.
BEL Valves
www.belvalves.co.uk